Brazing
The filler metal is brought slightly above its melting (liquidus) temperature while protected by a suitable atmosphere, usually a flux.
Finally, brazing is easily adapted to mass production and it is easy to automate because the individual process parameters are less sensitive to variation.
High-quality brazed joints require that parts be closely fitted with base metal surfaces exceptionally clean and free of oxides.
It is best used in small production volumes or in specialized operations, and in some countries, it accounts for a majority of the brazing taking place.
[10] The main drawback is the high labor cost associated with the method as well as the operator skill required to obtain quality brazed joints.
The main advantages of this method are: a high production rate, uniform braze quality, and reduced operating cost.
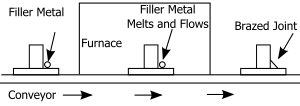
The equipment used is essentially the same as that used for Machine torch brazing, with the main difference being that the machinery replaces the operator in the part preparation.
One main advantage is the ease with which it can produce large numbers of small parts that are easily jigged or self-locating.
Some other advantages include: low unit cost when used in mass production, close temperature control, and the ability to braze multiple joints at once.
In particular, these furnaces offer the benefit of very low manual labor requirements and so are best suited to large scale production operations.
Vacuum brazing is also used heavily with refractory materials and other exotic alloy combinations unsuited to atmosphere furnaces.
It allows the joining of dissimilar metals, minimization of heat distortion, and can reduce the need for extensive pre-heating.
Additionally, since the metals joined are not melted in the process, the components retain their original shape; edges and contours are not eroded or changed by the formation of a fillet.
This, in turn, can significantly improve the thermal and mechanical properties of the material, thus providing unique heat treatment capabilities.
The parts to be joined are fixtured and the brazing compound applied to the mating surfaces, typically in slurry form.
Then the assemblies are dipped into a bath of molten salt (typically NaCl, KCl and other compounds), which functions as both heat transfer medium and flux.
Braze alloy is generally available as rod, ribbon, powder, paste, cream, wire and preforms (such as stamped washers).
The center metal is often copper; its role is to act as a carrier for the alloy, to absorb mechanical stresses due to e.g. differential thermal expansion of dissimilar materials (e.g. a carbide tip and a steel holder), and to act as a diffusion barrier (e.g. to stop diffusion of aluminum from aluminum bronze to steel when brazing these two).
Beryllium and bismuth at similar levels help disrupt the passivation layer of aluminum oxide and promote wetting.
Some alloys show tendency to liquation, separation of the liquid from the solid portion; for these the heating through the melting range must be sufficiently fast to avoid this effect.
Alloying additives (e.g. strontium to aluminum) can be added to refine grain structure, and the preforms or foils can be prepared by rapid quenching.
The molten alloy therefore tends to attack the base metal and dissolve it, slightly changing its composition in the process.
[citation needed] The effect works both ways; there can be detrimental interactions between the braze alloy and the base metal.
A thick layer of interfacial intermetallics is usually considered detrimental due to its commonly low fracture toughness and other sub-par mechanical properties.
The hydrogen present in the flame or atmosphere at high temperature reacts with the oxide, yielding metallic copper and water vapour, steam.
The steam bubbles exert high pressure in the metal structure, leading to cracks and joint porosity.
Unless brazing operations are contained within an inert or reducing atmosphere environment (i.e. Nitrogen), a flux such as borax is required to prevent oxides from forming while the metal is heated.
[24] As brazing work requires high temperatures, oxidation of the metal surface occurs in an oxygen-containing atmosphere.
The commonly used atmospheres are:[25][26] A brazing preform is a high quality, precision metal stamping used for a variety of joining applications in manufacturing electronic devices and systems.
Square, rectangular and disc shaped brazing preforms are commonly used to attach electronic components containing silicon dies to a substrate such as a printed circuit board.