Selective laser sintering
Selective laser sintering (SLS) was developed and patented by Dr. Carl Deckard and academic adviser, Dr. Joe Beaman at the University of Texas at Austin in the mid-1980s, under sponsorship of DARPA.
[4] Deckard and Beaman were involved in the resulting start up company Desk Top Manufacturing (DTM) Corp, established to design and build the SLS machines.
Since patents have started to expire, affordable home printers have become possible, but the heating process is still an obstacle, with a power consumption of up to 5 kW and temperatures having to be controlled within 2 °C for the three stages of preheating, melting and storing before removal.
[1] Archived 2015-04-28 at the Wayback Machine The quality of printed structures depends on the various factors include powder properties such as particle size and shape, density, roughness, and porosity.
[11] Commercially-available materials used in SLS come in powder form and include, but are not limited to, polymers such as polyamides (PA), polystyrenes (PS), thermoplastic elastomers (TPE), and polyaryletherketones (PAEK).
[12] Polyamides are the most commonly used SLS materials due to their ideal sintering behavior as a semi-crystalline thermoplastic, resulting in parts with desirable mechanical properties.
[14] Powder particle size distributions are typically gaussian and range from 15 to 100 microns in diameter, although this can be customized to suit different layer thicknesses in the SLS process.
Its most common application is in prototype parts early in the design cycle such as for investment casting patterns, automotive hardware, and wind tunnel models.

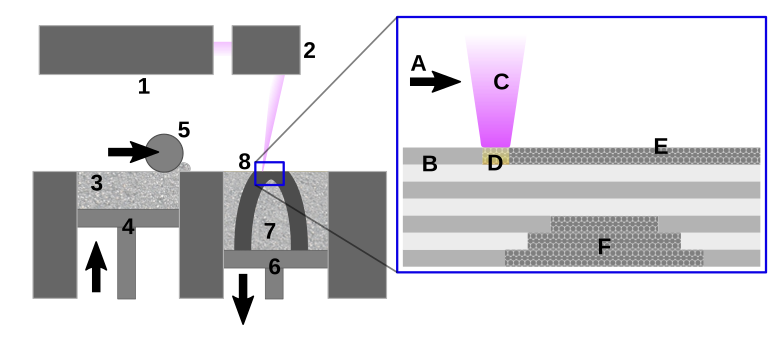
1 Laser 2 Scanner system 3 Powder delivery system 4 Powder delivery piston 5 Roller 6 Fabrication piston 7 Fabrication powder bed 8 Object being fabricated (see inset) A Laser scanning direction B Sintered powder particles (brown state) C Laser beam D Laser sintering E Pre-placed powder bed (green state) F Unsintered material in previous layers