Machine taper
A lathe, for example, has a rotating spindle in its headstock, to which one may want to mount a spur drive or work in a collet.
With self-holding tapers, the male and female wedge together and bind to each other to the extent that the forces of drilling can be resisted without a drawbar, and the tool will stay in the spindle when idle.
The friction across the entire surface area of the interface provides a large amount of torque transmission, so that splines or keys are not required.
They will not locate accurately, and the self-holding variety will not hold reliably, if such problems interfere with the seating of the male into the female with firm contact over the whole conical surface.
In some cases, the friction fit needs to be made stronger, as with the use of a drawbar, essentially a long bolt that holds the tool into the socket with more force than is possible by other means.
Some mill spindles have a captive drawbar which ejects the tool when actively unscrewed past the loose stage; these do not require tapping.
For simple sockets with open access to the back end, a drift punch is inserted axially from behind and the tool tapped out.
Stub (short) versions, the same taper angle but a little over half the usual length, are occasionally encountered for the whole number sizes from 1 through 5.
The larger end adjacent to the tool makes for more rigidity than is possible with Morse or R8 tapers fitted to comparable machines.
Patent 1794361 (filed 25 March 1927) describes milling machine spindle and tool shapes using a steep taper.
[11] The patent was assigned to Kearney & Trecker Corporation, Brown & Sharpe, and Cincinnati Milling Machine Company.
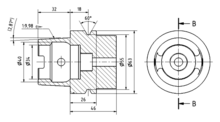
[12] ANSI B5.18-1972 specifies some essential dimensions for milling machine spindles and tool shanks using taper sizes 30, 40, 45, 50, 60.
[13] The specifications describe the position of the driving key and flange and the thread of the drawbar bolt that holds the shank in the spindle.
Subsequent design variations dropped the tail (making the shank shorter) and put a V-groove in the flange that aided automated tool changing.
Steep tapers (e.g., NMTB and derivatives) tend to lose rigidity and accuracy at high speed, as their solid shanks are stiffer than the spindles they fit into.
This significantly reduces the stiffness of the spindle interface allowing more deflection of the holder under cutting load, particularly with long tools.
In the most extreme case it can cause Fretting wear on the spindle surface due to slight relative motion of the holder against the female interface.
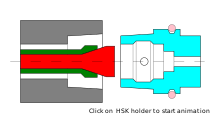
HSK's hollow shank is deliberately thin and flexible, so it expands more than the spindle and tightens when rotating at high speed.
The thin walls, short shank and shallow taper provide a large opening in the back of the tool.
This provides a stiff, repeatable connection because it utilizes the centrifugal force inside the spindle for security and rigidity.
Forms C and D are simplified variants of A and B for manual use, eliminating features to accommodate automatic tool changers like a V-groove and associated orientation slots, and a recess for an RFID chip.
An additional application of drawbar force positively locks the two elements together into a joint with a high level of radial and axial rigidity.
Originally developed in 1989 by Ken Andersson working for the Swedish machine tool company Sandvik Coromant AB.
PSC shares several design features of HSK such as a short hollow shank, additional contact of the flange with the face of the female spindle interface, and clamping by an internal expanding collet.
However PSC features a unique non-circular shank with a cross sectional resembling a Reuleax Triangle with filleted corners, while the hollow central counterbore is cylindrical.
One aspect PSC shares with NMTB styles, and differs from HSK, in having a more limited number of sizes that are near identical in form, since it is designed to have a wider range of application.
The conical tapered shank allows a slight interference fit with the spindle rather than requiring a clearance for disassembly, improving angular repeatability.
PSC is popular for combination turn-mill centers with a single 3-4axis tool spindle and also CNC Turret lathes due to its superior angular repeatability and off-axis torsional rigidity.
R8 tapers are not self-holding, so they require a drawbar extending up through the spindle to the top of the machine to prevent loosening when lateral forces are encountered.
The collets have a precision bore with axial compression slots for holding cutting tools and are threaded for the drawbar.