ISO metric screw thread
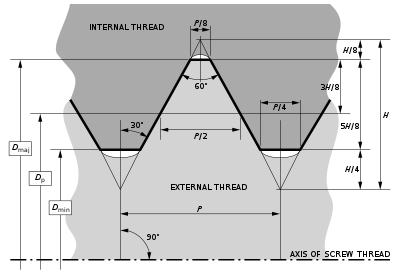
The relationship between the height H and the pitch P is found using the following equation where θ is half the included angle of the thread, in this case 30°:[3] or Because only 5⁄8 of this height is cut, the difference between major and minor diameters is 5⁄4 × 0.8660 × P = 1.0825 × P, so the tap drill size can be approximated by subtracting the thread pitch from the major diameter.
This means that the external thread must end flat at Dmaj, but can be rounded out below the minor diameter Dmin.
A metric ISO screw thread is designated by the letter M followed by the value of the nominal diameter D (the maximum thread diameter) and the pitch P, both expressed in millimetres and separated by a dash or sometimes the multiplication sign, × (e.g. M8-1.25 or M8×1.25).
[citation needed] Tolerance classes defined in ISO 965-1 can be appended to these designations, if required (e.g. M500– 6g in external threads).
The terms coarse and fine have (in this context) no relation to the manufacturing quality of the thread.
Superfine pitch metric threads are occasionally used in automotive components, such as suspension struts, and are commonly used in the aviation manufacturing industry.
[10] [citation needed] Japan has a JIS metric screw thread standard that largely follows the ISO, but with some differences in pitch and head sizes.