Pressure vessel
They appear in these sectors as industrial compressed air receivers, boilers and domestic hot water storage tanks.
Other examples of pressure vessels are diving cylinders, recompression chambers, distillation towers, pressure reactors, autoclaves, and many other vessels in mining operations, oil refineries and petrochemical plants, nuclear reactor vessels, submarine and space ship habitats, atmospheric diving suits, pneumatic reservoirs, hydraulic reservoirs under pressure, rail vehicle air brake reservoirs, road vehicle air brake reservoirs, and storage vessels for high pressure permanent gases and liquified gases such as ammonia, chlorine, and LPG (propane, butane).
For cylindrical vessels with a diameter up to 600 mm (NPS of 24 in), it is possible to use seamless pipe for the shell, thus avoiding many inspection and testing issues, mainly the nondestructive examination of radiography for the long seam if required.
The exact formula varies with the tank shape but depends on the density, ρ, and maximum allowable stress σ of the material in addition to the pressure P and volume V of the vessel.
[10] Stress in a thin-walled pressure vessel in the shape of a cylinder is where: Almost all pressure vessel design standards contain variations of these two formulas with additional empirical terms to account for variation of stresses across thickness, quality control of welds and in-service corrosion allowances.
All formulae mentioned above assume uniform distribution of membrane stresses across thickness of shell but in reality, that is not the case.
Deeper analysis is given by Lamé's theorem, which gives the distribution of stress in the walls of a thick-walled cylinder of a homogeneous and isotropic material.
The formulae of pressure vessel design standards are extension of Lamé's theorem by putting some limit on ratio of inner radius and thickness.
Two sizes of tapered threads have dominated the full metal cylinders in industrial use from 0.2 to 50 litres (0.0071 to 1.7657 cu ft) in volume.
Later, a thin sheet of lead pressed to a hat form which closely fitted the external threads, with a hole on top was used.
The fitter would squeeze the soft lead shim to conform better with the grooves and ridges of the fitting before screwing it into the hole.
The lead would deform to form a thin layer between the internal and external thread, and thereby fill the gaps to create the seal.
[citation needed] Parallel threads for cylinder necks and similar penetrations of pressure vessels are made to several standards: The 3/4"NGS and 3/4"BSP are very similar, having the same pitch and a pitch diameter that only differs by about 0.2 mm (0.008 in), but they are not compatible, as the thread forms are different.
A commonly used maintenance access hole shape is elliptical, which allows the closure to be passed through the opening, and rotated into the working position, and is held in place by a bar on the outside, secured by a central bolt.
Some mechanical properties of steel, achieved by rolling or forging, could be adversely affected by welding, unless special precautions are taken.
In addition to adequate mechanical strength, current standards dictate the use of steel with a high impact resistance, especially for vessels used in low temperatures.
The very small vessels used to make liquid butane fueled cigarette lighters are subjected to about 2 bar pressure, depending on ambient temperature.
The oval versions generally include one or two internal tension struts which appear to be baffles but which also provide additional cylinder strength.
The standard method of construction for boilers, compressed air receivers and other pressure vessels of iron or steel before gas and electrical welding of reliable quality became widespread was riveted sheets which had been rolled and forged into shape, then riveted together, often using butt straps along the joints, and caulked along the riveted seams by deforming the edges of the overlap with a blunt chisel to create a continuous line of high contact pressure along the joint.
The typical circular-cylindrical high pressure gas cylinders for permanent gases (that do not liquify at storing pressure, like air, oxygen, nitrogen, hydrogen, argon, helium) have been manufactured by hot forging by pressing and rolling to get a seamless vessel of consistent material characteristics and minimised stress concentrations.
[citation needed] A demand for reduced weight led to different generations of composite (fiber and matrix, over a liner) cylinders that are more vulnerable to impact damage.
The metal is backward extruded by forcing the mandrel into it, causing it to flow through the annular gap until a deep cup is formed.
[26][25][24][27] Composite pressure vessels are generally laid up from filament wound rovings in a thermosetting polymer matrix.
The mandrel may be removable after cure, or may remain a part of the finished product, often providing a more reliable gas or liquid-tight liner, or better chemical resistance to the intended contents than the resin matrix.
There may be a rupture disc fitted to the vessel or the cylinder valve or a fusible plug to protect in case of overheating.
Because of that, the design and certification of pressure vessels is governed by design codes such as the ASME Boiler and Pressure Vessel Code in North America, the Pressure Equipment Directive of the EU (PED), Japanese Industrial Standard (JIS), CSA B51 in Canada, Australian Standards in Australia and other international standards like Lloyd's, Germanischer Lloyd, Det Norske Veritas, Société Générale de Surveillance (SGS S.A.), Lloyd's Register Energy Nederland (formerly known as Stoomwezen) etc.
[5] However, with poor material quality and manufacturing techniques along with improper knowledge of design, operation and maintenance there was a large number of damaging and often deadly explosions associated with these boilers and pressure vessels, with a death occurring on a nearly daily basis in the United States.
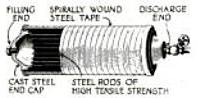
[5] In an early effort to design a tank capable of withstanding pressures up to 10,000 psi (69 MPa), a 6-inch (150 mm) diameter tank was developed in 1919 that was spirally-wound with two layers of high tensile strength steel wire to prevent sidewall rupture, and the end caps longitudinally reinforced with lengthwise high-tensile rods.
[5] There have been many advancements in the field of pressure vessel engineering such as advanced non-destructive examination, phased array ultrasonic testing and radiography, new material grades with increased corrosion resistance and stronger materials, and new ways to join materials such as explosion welding, friction stir welding, advanced theories and means of more accurately assessing the stresses encountered in vessels such as with the use of Finite Element Analysis, allowing the vessels to be built safer and more efficiently.
Nearly all recognize the inherent potential hazards of pressure vessels and the need for standards and codes regulating their design and construction.