Haber process
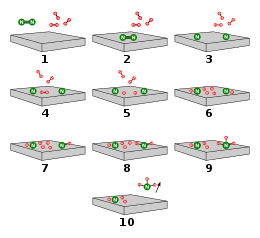
[2][3] It converts atmospheric nitrogen (N2) to ammonia (NH3) by a reaction with hydrogen (H2) using finely divided iron metal as a catalyst:
[4][5][6] The Haber process can be combined with steam reforming to produce ammonia with just three chemical inputs: water, natural gas, and atmospheric nitrogen.
During the 19th century, the demand rapidly increased for nitrates and ammonia for use as fertilizers, which supply plants with the nutrients they need to grow, and for industrial feedstocks.
[7] At the beginning of the 20th century these reserves were thought insufficient to satisfy future demands,[8] and research into new potential sources of ammonia increased.
Haber and Bosch were later awarded Nobel Prizes, in 1918 and 1931 respectively, for their work in overcoming the chemical and engineering problems of large-scale, continuous-flow, high-pressure technology.
[5] Ammonia was first manufactured using the Haber process on an industrial scale in 1913 in BASF's Oppau plant in Germany, reaching 20 tonnes/day in 1914.
The Haber process proved so essential to the German war effort[5][14] that it is considered virtually certain Germany would have been defeated in a matter of months without it.
[21] Hydrogen required for ammonia synthesis is most often produced through gasification of carbon-containing material, mostly natural gas, but other potential carbon sources include coal, petroleum, peat, biomass, or waste.
In 2012, Hideo Hosono's group found that Ru-loaded calcium-aluminum oxide C12A7:e− electride works well as a catalyst and pursued more efficient formation.
[29][30][31] Starting with a natural gas (CH4) feedstock, the steps are as follows; The hydrogen is catalytically reacted with nitrogen (derived from process air[clarification needed]) to form anhydrous liquid ammonia.
[34][35] Yield and efficiency are low, meaning that the ammonia must be extracted and the gases reprocessed for the reaction to proceed at an acceptable pace.
[3] Due to the nature of the (typically multi-promoted magnetite) catalyst used in the ammonia synthesis reaction, only low levels of oxygen-containing (especially CO, CO2 and H2O) compounds can be tolerated in the hydrogen/nitrogen mixture.
At room temperature, the equilibrium is in favor of ammonia, but the reaction does not proceed at a detectable rate due to its high activation energy.
Economically, reactor pressurization is expensive: pipes, valves, and reaction vessels need to be strong enough, and safety considerations affect operating at 20 MPa.
In academic literature, a more complete separation of ammonia has been proposed by absorption in metal halides, metal-organic frameworks or zeolites.
The catalyst maintains most of its bulk volume during the reduction, resulting in a highly porous high-surface-area material, which enhances its catalytic effectiveness.
Minor components include calcium and aluminium oxides, which support the iron catalyst and help it maintain its surface area.
The vapor pressure of the water in the gas mixture produced during catalyst formation is thus kept as low as possible, target values are below 3 gm−3.
[3] The reduction of fresh, fully oxidized catalyst or precursor to full production capacity takes four to ten days.
After detailed kinetic, microscopic, and X-ray spectroscopic investigations it was shown that wüstite reacts first to metallic iron.
Carriers with acidic properties extract electrons from ruthenium, make it less reactive, and have the undesirable effect of binding ammonia to the surface.
Even though the catalyst greatly lowers the activation energy for the cleavage of the triple bond of the nitrogen molecule, high temperatures are still required for an appropriate reaction rate.
At the industrially used reaction temperature of 450 to 550 °C an optimum between the decomposition of ammonia into the starting materials and the effectiveness of the catalyst is achieved.
The inert components, especially the noble gases such as argon, should not exceed a certain content in order not to reduce the partial pressure of the reactants too much.
The following diagram shows the set-up of a modern (designed in the early 1960s by Kellogg[59]) "single-train" Haber–Bosch plant: Depending on its origin, the synthesis gas must first be freed from impurities such as hydrogen sulfide or organic sulphur compounds, which act as a catalyst poison.
A comparison with vibration spectra of complex compounds allows the conclusion that the N2 molecule is bound "side-on", with an N atom in contact with a C7 site.
Nevertheless, the dissociative adsorption of nitrogen remains the rate-determining step: not because of the activation energy, but mainly because of the unfavorable pre-exponential factor of the rate constant.
[73]The energy-intensity of the process contributes to climate change and other environmental problems such as the leaching of nitrates into groundwater, rivers, ponds, and lakes; expanding dead zones in coastal ocean waters, resulting from recurrent eutrophication; atmospheric deposition of nitrates and ammonia affecting natural ecosystems; higher emissions of nitrous oxide (N2O), now the third most important greenhouse gas following CO2 and CH4.
[78] Reverse fuel cell[79] technology converts electric energy, water and nitrogen into ammonia without a separate hydrogen electrolysis process.
[80] The use of synthetic nitrogen fertilisers reduces the incentive for farmers to use more sustainable crop rotations which include legumes for their natural nitrogen-fixing ability.