Indexing head
Common jobs for a dividing head include machining the flutes of a milling cutter, cutting the teeth of a gear, milling curved slots, or drilling a bolt hole circle around the circumference of a part.
This is most commonly a chuck but can include a collet fitted directly into the spindle on the indexing head, faceplate, or between centers.
The hand crank uses a worm gear drive to provide precise control of the rotation of the work.
Most dividing heads operate at a 40:1 ratio; that is 40 turns of the hand crank generates 1 revolution of the spindle or workpiece.
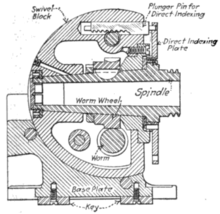
This plate is usually equipped with a series of holes that enables rapid indexing to common angles, such as 30, 45, or 90 degrees.
[3] The advantage of the direct indexing plate is that it is fast and simple, and no calculations are required to use it.
Because the hand crank is fixed to the spindle at a known ratio (commonly 40:1) the dividing plates mounted at the handwheel can be used to create finer divisions for precise orientation at irregular angles.
This allows the rotation of the dividing head to be connected to the table feed of the milling machine instead of using a hand crank.
A set of change gears is provided to select the ratio between the table feed and rotation.
The servo motor is electronically controlled to index the work to the required position.
The most basic method of operation uses simple control functions built into the dividing head.
This can be used to machine complex 3D shapes, helices with a non-constant pitch, and similar exotic parts.