Metal casting
[1] Casting processes have been known for thousands of years, and have been widely used for sculpture (especially in bronze), jewelry in precious metals, and weapons and tools.
Highly engineered castings are found in 90 percent of durable goods, including cars, trucks, aerospace, trains, mining and construction equipment, oil wells, appliances, pipes, hydrants, wind turbines, nuclear plants, medical devices, defense products, toys, and more.
It is further broken down by the mold material, such as sand or metal, and pouring method, such as gravity, vacuum, or low pressure.
Not only does this method allow manufacturers to create products at a low cost, but there are other benefits to sand casting, such as very small-size operations.
Generally, the form takes less than a week to prepare, after which a production rate of 1–10 units/hr-mold is achieved, with items as massive as 45 kg (99 lb) and as small as 30 g (1 oz) with very good surface finish and close tolerances.
The biggest disadvantage is that it can only be used with low melting point non-ferrous materials, such as aluminium, copper, magnesium, and zinc.
From 5000 years ago, when beeswax formed the pattern, to today's high technology waxes, refractory materials, and specialist alloys, the castings ensure high-quality components are produced with the key benefits of accuracy, repeatability, versatility, and integrity.
The wax patterns require extreme care for they are not strong enough to withstand forces encountered during the mold making.
[5] The process is suitable for repeatable production of net shape components from a variety of different metals and high performance alloys.
A durable plaster intermediate is often used as a stage toward the production of a bronze sculpture or as a pointing guide for the creation of a carved stone.
With the completion of a plaster, the work is more durable (if stored indoors) than a clay original which must be kept moist to avoid cracking.
Other materials include tin, zinc, and lead alloys and iron and steel are also cast in graphite molds.
The die casting method is especially suited for applications where many small to medium-sized parts are needed with good detail, a fine surface quality and dimensional consistency.
Centrifugal casting is both gravity and pressure independent since it creates its own force feed using a temporary sand mold held in a spinning chamber.
Predetermined lengths of the strand can be cut off by either mechanical shears or traveling oxyacetylene torches and transferred to further forming processes, or to a stockpile.
The freezing range corresponds directly to the liquidus and solidus found on the phase diagram for the specific alloy.
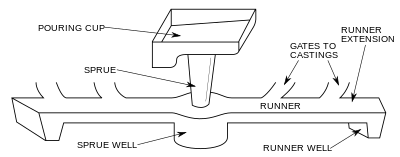
In especially large castings multiple gates or runners may be required to introduce metal to more than one point in the mold cavity.
The shape and length of the gating system can also control how quickly the material cools; short round or square channels minimize heat loss.
Note that on some molds the choke is still placed on the gates to make separation of the part easier, but induces extreme turbulence.
One method is to take advantage of the fact that some dross has a lower density than the base material so it floats to the top of the gating system.
These take advantage of the fact that the dross is usually located at the beginning of the pour, therefore the runner is extended past the last gate(s) and the contaminates are contained in the wells.
Moreover, for these types of materials to be fluid-tight, a secondary operation is required to impregnate the casting with a lower melting point metal or resin.
Note that there is still a shrinkage void where the final material solidifies, but if designed properly, this will be in the gating system or riser.
Internal chills are pieces of the same metal that is being poured, which are placed inside the mold cavity and become part of the casting.
[27] The mold cavity of a casting does not reflect the exact dimensions of the finished part due to a number of reasons.
[30] Low-pressure filling uses 5 to 15 psig (35 to 100 kPag) of air pressure to force liquid metal up a feed tube into the mold cavity.
For most uses tilt filling is not feasible because the following inherent problem: if the system is rotated slow enough to not induce turbulence, the front of the metal stream begins to solidify, which results in mis-runs.
This has benefits beyond a reduction in pre-production sampling, as the precise layout of the complete casting system also leads to energy, material, and tooling savings.
The software supports the user in component design, the determination of melting practice and casting methoding through to pattern and mold making, heat treatment, and finishing.
Since the late 1980s, commercial programs are available which make it possible for foundries to gain new insight into what is happening inside the mold or die during the casting process.