Injection moulding
Injection moulding can be performed with a host of materials mainly including metals (for which the process is called die-casting), glasses, elastomers, confections, and most commonly thermoplastic and thermosetting polymers.
Injection moulding is widely used for manufacturing a variety of parts, from the smallest components to entire body panels of cars.
Injection moulding is the most common modern method of manufacturing plastic parts; it is ideal for producing high volumes of the same object.
[3]: 1–3 Thermoplastics are prevalent due to characteristics that make them highly suitable for injection moulding, such as ease of recycling, versatility for a wide variety of applications,[3]: 8–9 and ability to soften and flow on heating.
[1] Many steel moulds are designed to process well over a million parts during their lifetime and can cost hundreds of thousands of dollars to fabricate.
When thermoplastics are moulded, typically pelletised raw material is fed through a hopper into a heated barrel with a reciprocating screw.
Once the screw reaches the transfer position the packing pressure is applied, which completes mould filling and compensates for thermal shrinkage, which is quite high for thermoplastics relative to many other materials.
These components immediately begin irreversible chemical reactions that eventually crosslinks the material into a single connected network of molecules.
These factors have led to the use of a thermally isolated, cold injection unit that injects the reacting chemicals into a thermally isolated hot mould, which increases the rate of chemical reactions and results in shorter time required to achieve a solidified thermoset component.
Pre-moulded or machined components can be inserted into the cavity while the mould is open, allowing the material injected in the next cycle to form and solidify around them.
[6] American inventor John Wesley Hyatt, together with his brother Isaiah, patented one of the first injection moulding machines in 1872.
The industry progressed slowly over the years, producing products such as collar stays, buttons, and hair combs (generally though, plastics, in its modern definition, are a more recent development c. 1950s).
The industry expanded rapidly in the 1940s because World War II created a huge demand for inexpensive, mass-produced products.
In the 1970s, Hendry went on to develop the first gas-assisted injection moulding process, which permitted the production of complex, hollow articles that cooled quickly.
This greatly improved design flexibility as well as the strength and finish of manufactured parts while reducing production time, cost, weight and waste.
Hardened steel moulds are heat treated after machining; these are by far superior in terms of wear resistance and lifespan.
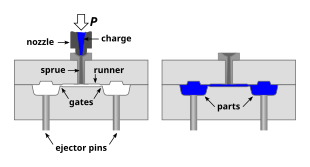
[12]: 141 The sprue bushing directs the molten plastic to the cavity images through channels that are machined into the faces of the A and B plates.
[12]: 142 The molten plastic flows through the runner and enters one or more specialised gates and into the cavity[18]: 15 geometry to form the desired part.
If the trapped air is not allowed to escape, it is compressed by the pressure of the incoming material and squeezed into the corners of the cavity, where it prevents filling and can also cause other defects.
[12]: 143 The ejection of the article using pins, sleeves, strippers, etc., may cause undesirable impressions or distortion, so care must be taken when designing the mould.
The standard method of cooling is passing a coolant (usually water) through a series of holes drilled through the mould plates and connected by hoses to form a continuous pathway.
These may have sections called slides, that move into a cavity perpendicular to the draw direction, to form overhanging part features.
This system can allow for production of one-piece tires and wheels.Moulds for highly precise and extremely small parts from micro injection molding requires extra care in the design stage, as material resins react differently compared to their full-sized counterparts where they must quickly fill these incredibly small spaces, which puts them under intense shear strains.
EDM is a simple process in which a shaped electrode, usually made of copper or graphite, is very slowly lowered onto the mould surface over a period of many hours, which is immersed in paraffin oil (kerosene).
Consistent vulcanisation processes involving precise temperature control significantly reduces all waste material.
With injection moulding, pre-dried granular plastic is fed by a forced ram from a hopper into a heated barrel.
Trials are often performed before full production runs in an effort to predict defects and determine the appropriate specifications to use in the injection process.
Manufacturing Processes Reference Guide states that the power requirements depend on "a material's specific gravity, melting point, thermal conductivity, part size, and molding rate."
Below is a table from page 243 of the same reference as previously mentioned that best illustrates the characteristics relevant to the power required for the most commonly used materials.
In addition to mounting inspection systems on automatic devices, multiple-axis robots can remove parts from the mould and position them for further processes.