Plastic extrusion
Extrusion produces items such as pipe/tubing, weatherstripping, fencing, deck railings, window frames, plastic films and sheeting, thermoplastic coatings, and wire insulation.
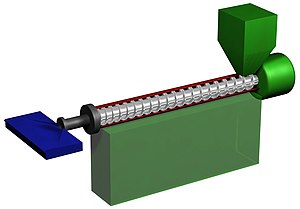
This process starts by feeding plastic material (pellets, granules, flakes or powders) from a hopper into the barrel of the extruder.
The material is gradually melted by the mechanical energy generated by turning screws and by heaters arranged along the barrel.
[3] In the extrusion of plastics, the raw compound material is commonly in the form of nurdles (small beads, often called resin) that are gravity fed from a top mounted hopper into the barrel of the extruder.
Additives such as colorants and UV inhibitors (in either liquid or pellet form) are often used and can be mixed into the resin prior to arriving at the hopper.
The rotating screw (normally turning at e.g. 120 rpm) forces the plastic beads forward into the heated barrel.
This allows the plastic beads to melt gradually as they are pushed through the barrel and lowers the risk of overheating which may cause polymer degradation.
In fact, if an extrusion line is running certain materials fast enough, the heaters can be shut off and the melt temperature maintained by pressure and friction alone inside the barrel.
At the front of the barrel, the molten plastic leaves the screw and travels through a screen pack to remove any contaminants in the melt.
The screens are reinforced by a breaker plate (a thick metal puck with many holes drilled through it) since the pressure at this point can exceed 34 MPa (5,000 psi).
Uneven flow at this stage can produce a product with unwanted residual stresses at certain points in the profile which can cause warping upon cooling.
This material is commonly extruded into filaments suitable for chopping into the bead or pellet stock to use as a precursor for further processing.
Typical plastic materials that are used in extrusion include but are not limited to: polyethylene (PE), polypropylene, polyacetal, acrylic, nylon (polyamides), polystyrene, polyvinyl chloride (PVC), acrylonitrile butadiene styrene (ABS) and polycarbonate.
The drawing and blowing cause the film to be thinner than the extruded tube, and also preferentially aligns the polymer molecular chains in the direction that sees the most plastic strain.
As the film continues to cool, it is drawn through several sets of nip rollers to flatten it into lay-flat tubing, which can then be spooled or slit into two or more rolls of sheeting.
[7] Often co-extrusion is used to apply one or more layers on top of a base material to obtain specific properties such as UV-absorption, texture, oxygen permeation resistance, or energy reflection.
Orientation (i.e. ability/ available density of the sheet to be drawn to the mold which can vary in depths from 1 to 36 inches typically) is highly important and greatly affects forming cycle times for most plastics.
Extruded tubing, such as PVC pipes, is manufactured using very similar dies as used in blown film extrusion.
Over jacketing extrusion allows for the application of an outer layer of plastic onto an existing wire or cable.
[10] The screw design is commonly modular in that various conveying and mixing elements are arranged on the shafts to allow for rapid reconfiguration for a process change or replacement of individual components due to wear or corrosive damage.
The machine sizes range from as small as 12 mm to as large as 380mm [12- Polymer Mixing by James White, pages 129-140] A great advantage of extrusion is that profiles such as pipes can be made to any length.