Recovery boiler
The black liquor is burned, generating heat, which is usually used in the process of making electricity, much as in a conventional steam power plant.
Concentrated black liquor contains organic dissolved wood residue in addition to sodium sulfate from the cooking chemicals added at the digester.
In the recovery boiler, heat is used to produce high pressure steam, which is used to generate electricity in a turbine.
Combustion of black liquor in the recovery boiler furnace needs to be controlled carefully.
In addition to environmentally clean combustion, reduction of inorganic sulfur must be achieved in the char bed.
The drying, combustion and subsequent reactions of black liquor all occur inside a cooled furnace.
Babcock & Wilcox was founded in 1867 and gained early fame with its water tube boilers.
The company built and put into service the first black liquor recovery boiler in the world in 1929.
The second early pioneer, Combustion Engineering (now GE) based its recovery boiler design on the work of William M. Cary, who in 1926 designed three furnaces to operate with direct liquor spraying and on work by Adolph W. Waern and his recovery units.
Since a halt in the production line will cost a lot of money the adopted technology in recovery boilers tends to be conservative.
The flow of smelt on the walls causes extensive replacement and soon designs that eliminated the use of bricks were developed.
To achieve solid operation and low emissions the recovery boiler air system needs to be properly designed.
As the feed of black liquor dry solids to the recovery boiler have increased, achieving low sulfur emissions is not anymore the target of the air system.
This means that all heat from combustion of organics in black liquor is spent evaporating the water it contains.
The higher the dry solids, the less water the black liquor contains and the hotter the adiabatic combustion temperature.
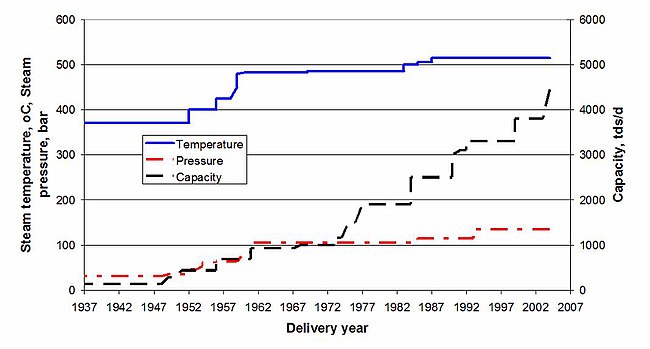
Development of recovery boiler main steam pressure and temperature was rapid at the beginning.
Some trigger event destroys the balance and water is evaporated quickly through direct contact with smelt.
Safety of equipment and personnel requires an immediate shutdown of the recovery boiler if there is a possibility that water has entered the furnace.
Typical conditions are either a blackout (loss of flame) without purge of furnace or continuous operation in a substoichiometric state.
To detect blackout flame monitoring devices are installed, with subsequent interlocked purge and startup.
As also continuous O2 monitoring is practiced in virtually every boiler the noncombustible gas explosions have become very rare.
The modern recovery boiler is of a single drum design, with vertical steam generating bank and wide spaced superheaters.
This design was first proposed by Colin MacCallum in 1973 in a proposal by Götaverken (now Metso Power inc.) for a large recovery boiler having a capacity of 4,000,000 lb of black liquor solids per day for a boiler in Skutskär, Sweden, but this design was rejected as being too advanced at that time by the prospective owner.
MacCallum presented the design at BLRBAC and in a paper "The Radiant Recovery Boiler" printed in Tappi magazine in December 1980.
Increasing closure of the pulp mill means that less heat per unit of black liquor dry solids will be available in the furnace.
Increasing black liquor dry solids is especially helpful since the recovery boiler capacity is often limited by the flue gas flow.
[25] Vertical flue gas flow path improves the cleanability with high dust loading.
[26] To minimize the risk for plugging and maximize the efficiency of cleaning both the generating bank and the economizers are arranged on generous side spacing.
With wide spacing plugging of the superheaters becomes less likely, the deposit cleaning is easier and the sootblowing steam consumption is lower.
First, manufacturers of recovery boilers such as Metso, Andritz and Mitsubishi, can be expected to continue development of their products.