Rotational molding
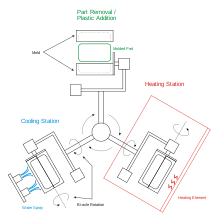
It is then slowly rotated (usually around two perpendicular axes), causing the softened material to disperse and stick to the walls of the mold forming a hollow part.
In 1855 a patent taken out by R. Peters in Britain documented the first use of a rotating mechanism producing “two centrifugal motions at right angles to each other” by means of beveled gearing, and heat.
These early methods using different materials directed the advances in the way rotational molding is used today with plastics.
The mold was made of electroformed nickel-copper and the plastic was a liquid polyvinyl chloride (PVC) plastisol.
As demand for and popularity of this process increased, it was used to create other products such as road cones, marine buoys, and car armrests.
The cooling method consisted of turning off the burners and allowing the plastic to harden while still rocking in the mold.
The main objective of this association is to increase awareness of the rotational molding technology and process.
The spindles are mounted on a rotating axis, which provides a uniform coating of the plastic inside each mold.
The aluminum addition to the steel provides more heat capacity, causing the melt-flow to stay in a fluid state for a longer period.
Vertical rotational molding machines are energy-efficient, owing to the compactness of their heating and cooling chambers.
[8] Most shuttle machines have two arms that move the molds back and forth between the heating chamber and cooling station.
It is low in cost for the size of product produced and the footprint is kept to a minimum compared to other types of machines.
It is much easier to schedule maintenance work or try to run a new mold without interrupting production on the other arms of the machine.
Manufacturing large, hollow parts such as oil tanks is much easier by rotational molding than any other method.
Technology has improved in recent years, allowing the air temperature in the mold to be monitored and removing much of the guesswork from the process.
A good mold release agent (MRA) will allow the material to be removed quickly and effectively.
Mold releases can reduce cycle times, defects, and browning of finished product.
Through the use of real sands and stone chip, sandstone composite can be created which is 80% natural non-processed material.
Products that can be manufactured using rotational molding include storage tanks, furniture, road signs and bollards, planters, pet houses, toys, bins and refuse containers, doll parts, road cones, footballs, helmets, canoes, rowing boats, tornado shelters,[11] kayak hulls, underground cellars for vine and vegetables storage and playground slides.
The process is also used to make highly specialised products, including UN-approved containers for the transportation of nuclear fissile materials,[12] anti-piracy ship protectors,[13] seals for inflatable oxygen masks[14] and lightweight components for the aerospace industry.
[17] A solid rib may be achieved byinserting a finished piece in the mold, but this adds cost.
Additionally, enough room must be left between the parallel walls to allow for the melt-flow to move properly throughout the mold.
The process also has inherent design strengths, such as consistent wall thickness and strong outside corners that are virtually stress-free.
This is especially true for complex parts, which may require large amounts of tooling for other molding processes.
Another cost advantage with rotational molding is the minimal amount of material wasted in production.
Good-quality powder may help overcome some situations, but usually the designers have to keep in mind that it is not possible to make sharp threads that would be possible with injection molding.
While water-cooling processes are possible, there is still a large down time of the mold, increasing both financial and environmental costs.
In both cases, the process of heat transfer occurs in an unsteady regime; therefore, its kinetics attracts the greatest interest in considering these steps.
The rig for rotational molding usually has a relatively small wall thickness and is manufactured from metals with a high thermal conductivity (aluminum, steel).
As a result, in the first stages of the heating cycle, the charged material remains as a powder layer at the bottom of the mold.