Plastic welding
Welding of thermoplastics is accomplished in three sequential stages, namely surface preparation, application of heat and pressure, and cooling.
A high porosity will lead to air bubbles (known as voids) in the rods, which decrease the quality of the welding.
Heat sealing of products with thermal adhesives is used to hold clear display screens onto consumer electronic products and for other sealed thermo-plastic assemblies or devices where heat staking or ultrasonic welding is not an option due to part design requirements or other assembly considerations.
Heat sealing also is used in the manufacturing of bloodtest film and filter media for the blood, virus and many other test strip devices used in the medical field today.
Laminate foils and films often are heat sealed over the top of thermoplastic medical trays, Microtiter (microwell) plates, bottles and containers to seal and/or prevent contamination for medical test devices, sample collection trays and containers used for food products.
With some types of plastic such as polypropylene, the melted welding rod must be "mixed" with the semi-melted base material being fabricated or repaired.
These welding techniques have been improved over time and have been utilized for over 50 years by professional plastic fabricators and repairers internationally.
The two opposing platens move the parts into contact with the hot plate until the heat softens the interfaces to the melting point of the plastic.
When this condition is achieved the hot plate is removed, and the parts are pressed together and held until the weld joint cools and re-solidifies to create a permanent bond.
This method avoids the potential for material sticking to the hot plate, but is more expensive and more difficult to achieve consistent welds, particularly on geometrically complex parts.
When the press comes together, high frequency waves (usually 27.120 MHz) are passed through the small area between the die and the table where the weld takes place.
This type of welding is used to connect polymer films used in a variety of industries where a strong consistent leak-proof seal is required.
Other materials commonly welded using this technology are nylon, PET, PEVA, EVA and some ABS plastics.
Induction welding of carbon fiber reinforced thermoplastic materials is a technology commonly used in for instance the aerospace industry.
At the completion of the vibration motion, the parts remain held together until the weld joint cools and the melted plastic re-solidifies.
This is a common way of producing low- and medium-duty plastic wheels, e.g., for toys, shopping carts, recycling bins, etc.
The beam passes through the first part and is absorbed by the other one or the coating to generate enough heat to soften the interface creating a permanent weld.
[citation needed] Specific applications include sealing, welding, or joining of: catheter bags, medical containers, automobile remote control keys, heart pacemaker casings, syringe tamper evident joints, headlight or tail-light assemblies, pump housings, and cellular phone parts.
[6] ABS plastic is typically welded with acetone based solvents which are often sold as paint thinners or in smaller containers as nail polish remover.
[citation needed] Solvent welding is a common method in plastics fabrication and used by manufacturers of in-store displays, brochure holders, presentation cases and dust covers.
Some standards like the American Welding Society (AWS) require the individuals who are conducting the inspection or test to have a certain level of qualification.
For example, the APWI has to have direct supervision of a PWI or SPWI in order to conduct the inspection or prepare a report.
A list of the minimum bend angles and ram displacements for different plastic materials can be found in the DVS Standards, DVS2203-1 and DVS2203-5.
Some of the main advantages of the bend test are it provides qualitative data for tensile, compressive, and shear strain.
This test is quantitative and will provide the ultimate tensile strength, strain, as well as the energy to failure if it has extensometers attached to the sample.
The inspector is typically looking for visual indications such as discolorations, weld defects, discontinuities, porosity, notches, scratches, etc.
[12] Visual inspection is very advantageous in the fact that it is quick, easy, inexpensive, and requires very simple tools and gauges in order to conduct.
Because it is so quick, it is typically required to have a weld pass visual inspection prior to being able to have any additional nondestructive test conducted to the specimen.
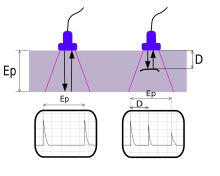
The reflected or refracted wave will have a different amount of time it requires to travel from the transmitter to the receiver than it will if an indication was not present.
The first advantage that ultrasonic testing provides is that it allows for a relatively quick detection of the flaws inside of the weld joint.