Thermal profiling
The thermal profile is often measured along a variety of dimensions such as slope, soak, time above liquidus (TAL), and peak.
[1] Raw temperature values are normalized in terms of a percentage relative to both the process mean and the window limits.
The method is used in a variety of industrial and laboratory processes,[2] including electronic component assembly, optoelectronics,[3] optics,[4] biochemical engineering,[5] food science,[6] decontamination of hazardous wastes,[citation needed] and geochemical analysis.
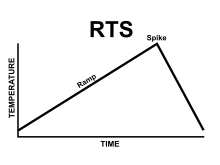
There are two main types of profiles used today: The Ramp-Soak-Spike (RSS) and the Ramp to Spike (RTS).
In modern systems, quality management practices in manufacturing industries have produced automatic process algorithms such as PWI, where soldering ovens come preloaded with extensive electronics and programmable inputs to define and refine process specifications.
By using algorithms such as PWI, engineers can calibrate and customize parameters to achieve minimum process variance and a near zero defect rate.
In soldering, a thermal profile is a complex set of time-temperature values for a variety of process dimensions such as slope, soak, TAL, and peak.
Convection Reflow Oven Detailed Description There are two main profile types used today in soldering: Ramp is defined as the rate of change in temperature over time, expressed in degrees per second.
Additionally, rapid heat can lead to steam generation within the component if the moisture content is high, resulting in the formation of microcracks.
If the heat transfer is too slow, the flux concentration may remain high and result in cold solder joints, voids and incomplete reflow.
For accurate readings, thermocouples are attached to areas that are dissimilar in terms of mass, location and known trouble spots.
The ability to apply this adhesive in similar quantities and thicknesses is difficult to measure in quantitative terms.
A disadvantage of this tape is that the PCB has to be very clean and smooth to achieve an airtight cover over the thermocouple weld and conductors.
Low density aluminum tape allows for heat transfer to the EMF-producing area of the TC.
The benefits of not having attached TCs surpass the convenience of not having to instrument a PCB every time a new profile is needed.
An initial recipe setup is required for modeling purposes, but once completed, profiling can be made virtual.