Welding joint
In metalworking, a welding joint is a point or edge where two or more pieces of metal or plastic are joined together.
There are five types of joints referred to by the American Welding Society: butt, corner, edge, lap, and tee.
[2] Common issues that can weaken a butt weld are the entrapment of slag, excessive porosity, or cracking.
[3] When metals are welded without human guidance, there is no operator to adjust non-ideal joint preparation.
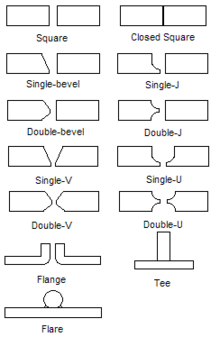
The square groove is a butt welding joint with the two pieces being flat and parallel to each other.
The closed square butt weld is a type of square-groove joint with no spacing in between the pieces.
In thick metals, and when welding can be performed from both sides of the work piece, a double-V joint is used.
They are usually used on thick base metals where a V-groove would be at such an extreme angle that it would cost too much to fill.
Thin sheet metals are often flanged to produce edge-flange or corner-flange welds.
Pipes and tubing can be made from rolling and welding together strips, sheets, or plates of material.
The square welds are the most economical for pieces thinner than 3/8”, because they don’t require the edge to be prepared.
Cruciform joints suffer fatigue when subjected to continuously varying loads.
Double barriers are often required to separate oil and seawater, chemicals and potable water, etc.