Oxy-fuel welding and cutting
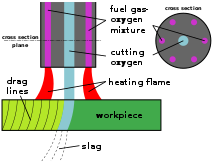
[1] Pure oxygen, instead of air, is used to increase the flame temperature to allow localized melting of the workpiece material (e.g. steel) in a room environment.
Oxy-acetylene welding is still used for metal-based artwork and in smaller home-based shops, as well as situations where accessing electricity (e.g., via an extension cord or portable generator) would present difficulties.
Oxy-fuel torches are or have been used for: In short, oxy-fuel equipment is quite versatile, not only because it is preferred for some sorts of iron or steel welding but also because it lends itself to brazing, braze-welding, metal heating (for annealing or tempering, bending or forming), rust, or scale removal, the loosening of corroded nuts and bolts, and is a ubiquitous means of cutting ferrous metals.
There have been examples of oxyhydrogen cutting sets with small (scuba-sized) gas cylinders worn on the user's back in a backpack harness, for rescue work, and similar.
The adjustment knob of the regulator is sometimes roughly calibrated for pressure, but an accurate setting requires observation of the gauge.
A single-stage regulator will tend to allow a reduction in outlet pressure as the cylinder is emptied, requiring manual readjustment.
If separate hoses are used, they should be clipped together at intervals approximately 3 feet (1 m) apart, although that is not recommended for cutting applications, because beads of molten metal given off by the process can become lodged between the hoses where they are held together, and burn through, releasing the pressurized gas inside, which in the case of fuel gas usually ignites.
Although it has an upper flammability limit in air of 81%,[9] acetylene's explosive decomposition behaviour makes this irrelevant.
Between the regulator and hose, and ideally between hose and torch on both oxygen and fuel lines, a flashback arrestor and/or non-return valve (check valve) should be installed to prevent flame or oxygen-fuel mixture being pushed back into either cylinder and damaging the equipment or causing a cylinder to explode.
The flashback arrestor prevents shock waves from downstream coming back up the hoses and entering the cylinder, possibly rupturing it, as there are quantities of fuel/oxygen mixtures inside parts of the equipment (specifically within the mixer and blowpipe/nozzle) that may explode if the equipment is incorrectly shut down, and acetylene decomposes at excessive pressures or temperatures.
In case the pressure wave has created a leak downstream of the flashback arrestor, it will remain switched off until someone resets it.
It can be identified by having only one or two pipes running to the nozzle, no oxygen-blast trigger, and two valve knobs at the bottom of the handle letting the operator adjust the oxygen and fuel flow respectively.
However, some of the iron oxide remains on the workpiece, forming a hard "slag" which can be removed by gentle tapping and/or grinding.
Tests[citation needed] showed that an oxy-gasoline torch can cut steel plate up to 0.5 in (13 mm) thick at the same rate as oxy-acetylene.
Oxy-gasoline torches can also cut through paint, dirt, rust and other contaminating surface materials coating old steel.
Diesel is inherently safer and more powerful than gasoline or gaseous fuel such as acetylene and propane, and will cut steel faster and cheaper than either of those gases.
The flame temperature is high, about 2,000 °C for hydrogen gas in air at atmospheric pressure,[11] and up to 2800 °C when pre-mixed in a 2:1 ratio with pure oxygen (oxyhydrogen).
Further, more of it can be stored in a single place at one time, as the increased compressibility allows for more gas to be put into a tank.
Other welding gases that develop comparable temperatures need special procedures for safe shipping and handling.
Oxygen is usually produced elsewhere by distillation of liquefied air and shipped to the welding site in high-pressure vessels (commonly called "tanks" or "cylinders") at a pressure of about 21,000 kPa (3,000 lbf/in² = 200 atmospheres).
Automotive body repair methods at the time were crude and yielded improprieties until MIG welding became the industry standard.
It is worth noting several things at this point: For a basic oxy-acetylene rig, the cutting speed in light steel section will usually be nearly twice as fast as a petrol-driven cut-off grinder.
The advantages when cutting large sections are obvious: an oxy-fuel torch is light, small and quiet and needs very little effort to use, whereas an angle grinder is heavy and noisy and needs considerable operator exertion and may vibrate severely, leading to stiff hands and possible long-term vibration white finger.
Their ability to produce almost any shape from large steel plates gives them a secure future in shipbuilding and in many other industries.
Special safety eyewear must be used—both to protect the welder and to provide a clear view through the yellow-orange flare given off by the incandescing flux.
However, the lack of protection from impact, ultra-violet, infrared and blue light caused severe eyestrain and eye damage.
Didymium eyewear, developed for glassblowers in the 1960s, was also borrowed—until many complained of eye problems from excessive infrared, blue light, and insufficient shading.
Today very good eye protection can be found designed especially for gas-welding aluminum that cuts the sodium orange flare completely and provides the necessary protection from ultraviolet, infrared, blue light and impact, according to ANSI Z87-1989 safety standards for a Special Purpose Lens.
The primary chemical reaction involves the acetylene disassociating in the presence of oxygen to produce heat, carbon monoxide, and hydrogen gas: C2H2 + O2 → 2CO + H2.
Long-term exposure to beryllium may result in shortness of breath, chronic cough, and significant weight loss, accompanied by fatigue and general weakness.