Oil production plant
The tank is emptied periodically by road tanker and transferred to an oil refinery.
See for example: Wytch Farm There is a wide variety of options for the processing of produced oil.
These are operated as 3-phase (vapour, oil and water) separators and are sized to provide 3 – 5 minutes of liquid residence time.
The table illustrates typical materials for service on a plant that processes sour fluids.
[8] The separator is sized to provide a liquid residence time of 3 to 5 minutes which is sufficient for light crude oil (>35° API) as produced in the North Sea.
North Sea fields tend to operate at higher temperatures so heating may not be required.
Gulf of Mexico fields tend to operate at lower temperatures so heat is required to achieve export vapor and BS&W specifications.
[9] For higher oil flowrates parallel trains of separators may be necessary to handle the flow and to provide a turn-down capability.
Three phase separation into oil, vapour and produced water takes place.
The flowrates of these phases are accurately measured as the fluids flow to lower pressure points in the oil train.
Some oil fields are sour, with high levels of carbon dioxide (CO2) and hydrogen sulphide (H2S).
Oil is metered to accurately measure the flowrate[10] and then pumped via a pipeline to the onshore terminal.
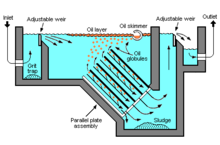
In the early days of the offshore industry parallel plate separator units were used to clean produced water prior to overboard disposal.
[1] A hydrocyclone removes entrained oil and solids from produced water which then passes to the degasser and can then either be re-injected into the reservoir or dumped overboard.
For overboard disposal the water should have an oil content of less than about 30 parts per million (ppm) oil-in-water.
[11] On North Sea installations the higher operating temperatures allow an oil-in-water concentration of > 20 ppmw to be achieved.
[2] Scrubbers are vertical vessels that allow the removal and separation of liquids from a gas stream.
Gas may be dried to reduce the water content to meet sales specification, to prevent condensation of water in the pipeline and the formation of slugs, or to avoid the formation of hydrates in the export pipeline.
[4] The export hydrocarbon dew-point specification (typically 100 barg at 5 °C[13]) may be met by chilling the gas to remove the higher alkanes (butane, pentanes, etc.).
This may be done by a refrigeration system, or passing the gas through a Joule-Thomson valve, or through a turbo-expander to condense out and separate liquids.
[1] Alternatively NGL fractionating columns may be used to produce a fluid for separate export.
NGL fractionation columns are installed in Nkossa West Africa and Ardjuna Indonesia.
Hydrogen sulphide can also be removed using amine or by passing the gas through beds of zinc oxide absorbent.
Onshore terminals frequently have large crude oil storage tanks to allow offshore production to continue if the export route becomes unavailable.
[4] North Sea installations are generally quite crowded and do not have space for the extensive plot area required for air cooled heat exchangers.
The cold North Sea water temperature reduces the size of heat exchangers.
The clean fluid allows printed circuit heat exchangers to be used which offer space and weight savings.