Reflow soldering
Heating may be accomplished by passing the assembly through a reflow oven, under an infrared lamp, or (mainly for prototyping) by soldering individual joints with a hot air pencil.
When used on boards containing a mix of SMT and plated through-hole (PTH) components, through-hole reflow, when achievable by specifically modified paste stencils, may allow for the wave soldering step to be eliminated from the assembly process, potentially reducing assembly costs.
With sufficient flux, in the state of liquidus, molten solder alloys will exhibit a characteristic called "wetting."
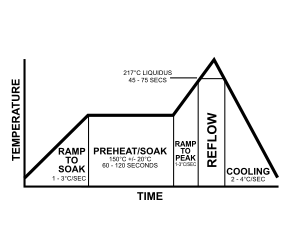
During this reflow phase, the entire board assembly climbs towards a target soak or dwell temperature.
The main goal of the preheat phase is to get the entire assembly safely and consistently to a soak or pre-reflow temperature.
For paste solvents to be properly expelled and the assembly to safely reach pre-reflow temperatures the PCB must be heated in a consistent, linear manner.
However, if thermally sensitive components are not in use and maximizing throughput is of great concern, aggressive slope rates may be tailored to improve processing time.
Conversely, if a solder paste containing particularly strong solvents is being used, heating the assembly too fast can easily create an out of control process.
Too high a temperature can lead to solder spattering or balling as well as oxidation of the paste, the attachment pads and the component terminations.
A soak profile is suggested to decrease any delta T between components of varying sizes or if the PCB assembly is very large.
Additionally, high temperatures (beyond 260 °C) may cause damage to the internal dies of SMT components as well as foster intermetallic growth.
The flux reduces surface tension at the juncture of the metals to accomplish metallurgical bonding, allowing the individual solder powder spheres to combine.
If the profile time exceeds the manufacturer's specification, the result may be premature flux activation or consumption, effectively "drying" the paste before formation of the solder joint.
One possibility is that there are places on the PCB that are not measured during profiling, and therefore, setting the minimum allowable time to 30 seconds reduces the chances of an unmeasured area not reflowing.
Too little time above liquidus may trap solvents and flux and create the potential for cold or dull joints as well as solder voids.
The term "reflow" is used to refer to the temperature above which a solid mass of solder alloy is certain to melt (as opposed to merely soften).