Ultrasonic welding
The patent for the ultrasonic method for welding rigid thermoplastic parts was awarded to Robert Soloff and Seymour Linsley in 1965.
[3] Soloff, the founder of Sonics & Materials Inc., was a lab manager at Branson Instruments where thin plastic films were welded into bags and tubes using ultrasonic probes.
He realized that the probe did not need to be manually moved around the part, but that the ultrasonic energy could travel through and around rigid plastics and weld an entire joint.
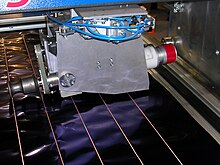
The parts are sandwiched between a fixed shaped nest (anvil) and a sonotrode (horn) connected to a transducer, and a ~20-70kHz low-amplitude acoustic vibration is emitted.
[citation needed] When welding plastics, the interface of the two parts is specially designed to concentrate the melting process.
In metals, welding occurs due to high-pressure dispersion of surface oxides and local motion of the materials.
The invention of more sophisticated and inexpensive equipment and increased demand for plastic and electronic components has led to a growing knowledge of the fundamental process.
Scientists from the Institute of Materials Science and Engineering (WKK) of University of Kaiserslautern, with the support from the German Research Foundation (Deutsche Forschungsgemeinschaft), have succeeded in proving that using ultrasonic welding processes can lead to highly durable bonds between light metals and carbon-fiber-reinforced polymer (CFRP) sheets.
Ultrasonic welding is typically used with small parts (e.g. cell phones, consumer electronics, disposable medical tools, toys, etc.)
It is fast and easily automated with weld times often below one second and there is no ventilation system required to remove heat or exhaust.
[7] It is also often preferred in the assembly of storage media such as flash drives and computer disks because of the high volumes required.
[6] This process is ideal for microcircuits since it creates reliable bonds without introducing impurities or thermal distortion into components.
Semiconductor devices, transistors and diodes are often connected by thin aluminum and gold wires using ultrasonic welding.
When creating battery and fuel cell components, thin gauge copper, nickel and aluminium connections, foil layers and metal meshes are often ultrasonically welded together.
[11] Ultrasonic welding does not damage surface finish because the high-frequency vibrations prevent marks from being generated, which is a crucial consideration for many car manufacturers, .
[10] Ultrasonic welding is generally utilized in the aerospace industry when joining thin sheet gauge metals and other lightweight materials.
[14] The process can also be highly automated, provides strict control over dimensional tolerances and does not interfere with the biocompatibility of parts.
Items like hospital gowns, sterile garments, masks, transdermal patches and textiles for clean rooms can be sealed and sewn using ultrasonic welding.
The food industry finds ultrasonic welding preferable to traditional joining techniques, because it is fast, sanitary and can produce hermetic seals.
For example, if over-welding occurs, then the concentration of plastic in the weld zone may be too low and cause the seal to break.
Sub-harmonic vibrations, which can create annoying audible noise, may be caused in larger parts near the machine due to the ultrasonic welding frequency.