Continuous casting
Prior to the introduction of continuous casting in the 1950s, steel was poured into stationary molds to form ingots.
Since then, "continuous casting" has evolved to achieve improved yield, quality, productivity and cost efficiency.
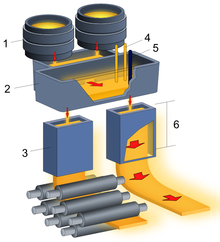
From the ladle, the hot metal is transferred via a refractory shroud (pipe) to a holding bath called a tundish.
The shroud is set so the hot metal exits it below the surface of the slag layer in the mold and is thus called a submerged entry nozzle (SEN).
To increase the rate of solidification, the strand is sprayed with large amounts of water as it passes through the spray-chamber; this is the secondary cooling process.
Finally, the strand is cut into predetermined lengths by mechanical shears or by travelling oxyacetylene torches, is marked for identification, and is taken either to a stockpile or to the next forming process.
In many cases the strand may continue through additional rollers and other mechanisms which may flatten, roll or extrude the metal into its final shape.
Starting a continuous casting machine involves placing a dummy bar (essentially a curved metal beam) up through the spray chamber to close off the base of the mould.
Avoiding turnarounds requires the melt shop, including ladle furnaces (if any) to keep tight control on the temperature of the metal, which can vary dramatically with alloying additions, slag cover and deslagging, and the preheating of the ladle before it accepts metal, among other parameters.
Turnarounds may be scheduled into a production sequence if the tundish temperature becomes too high after a certain number of heats or the service lifetime of a non-replaceable component (i.e., the submerged entry nozzle (SEN) in a thin-slab casting machine) is reached.
Several electromagnetic, thermal, or radiation sensors at the ladle shroud, tundish and mould sense the metal level or weight, flow rate and temperature of the hot metal, and the programmable logic controller (PLC) can set the rate of strand withdrawal via speed control of the withdrawal rolls.
To achieve this, exposed liquid metal surfaces are covered – by the shrouds, or in the case of the ladle, tundish and mould, by synthetic slag.
While the tundish and mold fill for the first time at the start of a casting run, the liquid is badly contaminated with oxygen and the first items produced are typically quarantined or diverted to customers who do not require top-quality material.
A breakout is usually due to the shell wall being too thin to support the liquid column above it, a condition which has several root causes often related to heat management.
If the metal withdrawal rate is too fast, the shell may not have time to solidify to the required thickness even with enhanced cooling sprays.
Additionally, lead contamination of the metal (caused by counterweights or lead-acid batteries in the initial steel charge) can form a thin film between the mould wall and the steel, inhibiting heat removal and shell growth and increasing the risk of breakouts.
As the term boil suggests, this reaction is extremely fast and violent, generating large amounts of hot gas, and is especially dangerous if it occurs in the confined spaces of a casting machine.
Slight adjustments to the flow conditions within the tundish or the mould can mean the difference between high and low rejection rates of the product.
Chains of rectangular steel or copper blocks moving with the belts and spaced according to the desired cast width form the sides of the mold.
Various coatings can be applied to the belt casting surfaces to provide required mold interface characteristics and prevent adhesion.
The cooling belts are typically made of low carbon steel and are held under tension within the casting machine to ensure flatness and accuracy.
As a "cold" belt enters the mold region, it is heated in the cast zone and is subject to powerful forces caused by thermal expansion.
When casting wide strip, these forces must be controlled to eliminate buckling and reduce thermal distortion of the belt at the mold entrance.
In addition to preventing thermal distortion, the high preheat temperature serves to eliminate any moisture present on the belt surface.
The feed snout, or nozzle, is typically made from a ceramic material which is thermally stable and permeable to gases being released from the flowing metal.
Each side of the mold is formed by an endless chain of dam blocks, which are held against the cast strip by adjustable spring-loaded guides.

A: Liquid metal. B: Solidified metal. C: Slag. D: Water-cooled copper plates. E: Refractory material.