Foundry
However, other metals, such as bronze, brass, steel, magnesium, and zinc, are also used to produce castings in foundries.
Foundries are one of the largest contributors to the manufacturing recycling movement, melting and recasting millions of tons of scrap metal every year to create new durable goods.
[1] In metalworking, casting involves pouring liquid metal into a mold, which contains a hollow cavity of the desired shape, and then allowing it to cool and solidify.
Internal scrap consists of gates, risers, defective castings, and other extraneous metal oddments produced within the facility.
Refining is done to remove harmful gases and elements from the molten metal to avoid casting defects.
Material is added during the melting process to bring the final chemistry within a specific range specified by industry and/or internal standards.
Reverberatory and crucible furnaces are common for producing aluminium, bronze, and brass castings.
[2] Degassing[4] is a process that may be required to reduce the amount of hydrogen present in a batch of molten metal.
Runners, gates, and risers may be removed using cutting torches, bandsaws, or ceramic cutoff blades.
The gating system required to produce castings in a mold yields leftover metal — including heads, risers, and sprue (sometimes collectively called sprue) — that can exceed 50% of the metal required to pour a full mold.
Heat treating is a group of industrial and metalworking processes used to alter the physical, and sometimes chemical, properties of a material.
Heat treatment techniques include annealing, case-hardening, precipitation strengthening, tempering, and quenching.
After degating and heat treating, sand or other molding media may remain adhered to the casting.
This means a granular media will be propelled against the surface of the casting to mechanically knock away the adhering sand.
Numerous materials may be used to clean cast surfaces, including steel, iron, other metal alloys, aluminium oxides, glass beads, walnut shells, baking powder, and many others.
The final step in the process of casting usually involves grinding, sanding, or machining the component in order to achieve the desired dimensional accuracies, physical shape, and surface finish.
Other foundries weld multiple castings or wrought metals together to form a finished product.
[3] More and more, finishing processes are being performed by robotic machines, which eliminate the need for a human to physically grind or break parting lines, gating material, or feeders.
Machines can reduce risk of injury to workers and lower costs for consumables — while also increasing productivity.
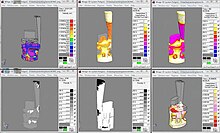
Simulation accurately describes a cast component's quality up-front before production starts.
This has benefits beyond a reduction in pre-production sampling, as the precise layout of the complete casting system also leads to energy, material, and tooling savings.
The software supports the user in component design, the determination of melting practice and casting methoding through to pattern and mold making, heat treatment, and finishing.
Since the late '80s, commercial programs (such as PoligonSoft, AutoCAST and Magma) are available which make it possible for foundries to gain new insight into what is happening inside the mold or die during the casting process.