Shielded metal arc welding
[1] In 1885, Nikolay Benardos and Stanisław Olszewski developed carbon arc welding,[6] obtaining American patents from 1887 showing a rudimentary electrode holder.
In the 1950s, manufacturers introduced iron powder into the flux coating, making it possible to increase the welding speed.
Due to the large force of energy coupled with the small area of focus, this laser became a powerful heat source for cutting and tooling.
Striking an arc, which varies widely based upon electrode and workpiece composition, can be the hardest skill for beginners.
The tip of the electrode needs to be at a lower angle to the workpiece, which allows the weld pool to flow out of the arc.
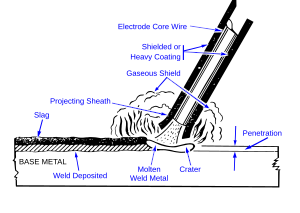
In addition, the flux provides molten slag which covers the filler as it travels from electrode to the weld pool.
Flat welds require the least operator skill, and can be done with electrodes that melt quickly but solidify slowly.
However, this generally means that the electrode melts less quickly, thus increasing the time required to lay the weld.
[14] The most common quality problems associated with SMAW include weld spatter, porosity, poor fusion, shallow penetration, and cracking.
Secondary finishing services are often required due to the aesthetic appearance caused by the occurrence of molten splatter.
Other factors in cracking propensity include high content of carbon, alloy, or sulfur in the base material, especially if low-hydrogen electrodes and preheating are not employed.
The process uses an open electric arc, which presents a risk of burns which are prevented by personal protective equipment in the form of heavy leather gloves and long sleeve jackets.
These curtains, made of a polyvinyl chloride plastic film, shield nearby workers from exposure to the UV light from the electric arc, but should not be used to replace the filter glass used in helmets.
[18] In addition, the vaporizing metal and flux materials expose welders to dangerous gases and particulate matter.
The thickness of the material being welded is bounded on the low end primarily by the skill of the welder, but rarely does it drop below 1.5 mm (0.06 in).
No upper bound exists: with proper joint preparation and use of multiple passes, materials of virtually unlimited thicknesses can be joined.
With alternating current the polarity changes over 100 times per second, creating an even heat distribution and providing a balance between electrode melting rate and penetration.
[citation needed] In some units the alternator is essentially the same as that used in portable generating sets used to supply mains power, modified to produce a higher current at a lower voltage but still at the 50 or 60 Hz grid frequency.
But even though a number of feasible options exist, a slight difference in alloy composition can strongly impact the properties of the resulting weld.
[31] Electrode coatings can consist of a number of different compounds, including rutile, calcium fluoride, cellulose, and iron powder.
Electrodes coated with cellulose, especially when combined with rutile, provide deep weld penetration, but because of their high moisture content, special procedures must be used to prevent excessive risk of cracking.
Finally, iron powder is a common coating additive that increases the rate at which the electrode fills the weld joint, up to twice as fast.
The first two or three digits of the number specify the tensile strength of the weld metal, in thousand pounds per square inch (ksi).
[33] Common electrodes include the E6010, a fast-freeze, all-position electrode with a minimum tensile strength of 60 ksi (410 MPa) which is operated using DCEP, and provides deep weld penetration with a forceful arc capable of burning through light rust or oxides on the workpiece.
E7024 is a fast-fill electrode, used primarily to make flat or horizontal fillet welds using AC, DCEN, or DCEP.
Once started, the process continues until the electrode is spent, allowing the operator to manage multiple gravity welding systems.

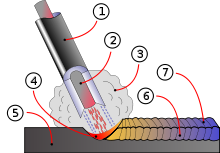
- Coating Flow
- Rod
- Shield Gas
- Fusion
- Base metal
- Weld metal
- Solidified Slag



