Gas tungsten arc welding
A constant-current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma.
[citation needed] Other than mostly bicycle production, TAG has been surpassed by the use of tungsten alloy tips and argon gas combined with other inert gases.
[6] In early 1940s Northrop Aircraft was developing an experimental aircraft from magnesium designated XP-56, for which Vladimir Pavlecka, Tom Piper and Russell Meredith developed a welding process named Heliarc because it used a tungsten electrode arc and helium as a shielding gas (the torch design was patented by Meredith in 1941).
Linde Air Products developed a wide range of air-cooled and water-cooled torches, gas lenses to improve shielding, and other accessories that increased the use of the process.
Finally, the development of alternating current units made it possible to stabilize the arc and produce high quality aluminum and magnesium welds.
[10] The use of any shielding gas containing an oxygen compound, such as carbon dioxide, quickly contaminates the tungsten electrode, making it unsuitable for the TIG process.
It affords greater control and improves weld quality by using a nozzle to focus the electric arc, but is largely limited to automated systems, whereas GTAW remains primarily a manual, hand-held method.
This spark is a conductive path for the welding current through the shielding gas and allows the arc to be initiated while the electrode and the workpiece are separated, typically about 1.5–3 mm (0.06–0.12 in) apart.
While maintaining a constant separation between the electrode and the workpiece, the operator then moves the torch back slightly and tilts it backward about 10–15 degrees from vertical.
[14] Welders often develop a technique of rapidly alternating between moving the torch forward (to advance the weld pool) and adding filler metal.
Filler rods composed of metals with a low melting temperature, such as aluminum, require that the operator maintain some distance from the arc while staying inside the gas shield.
Operators wear opaque helmets with dark eye lenses and full head and neck coverage to prevent this exposure to UV light.
Modern helmets often feature a liquid crystal-type face plate that self-darkens upon exposure to the bright light of the struck arc.
Transparent welding curtains, made of a strongly colored polyvinyl chloride plastic film, are often used to shield nearby workers and bystanders from exposure to the UV light from the electric arc.
While the process doesn't produce smoke, the brightness of the arc in GTAW can break down surrounding air to form ozone and nitric oxides.
It is used extensively in the manufacture of space vehicles and is also frequently employed to weld small-diameter, thin-wall tubing such as that used in the bicycle industry.
If there is too much heat input, however, the weld bead grows in width while the likelihood of excessive penetration and spatter (emission of small, unwanted droplets of molten metal) increases.
In addition, if the electrode is not well protected by the gas shield or the operator accidentally allows it to contact the molten metal, it can become dirty or contaminated.
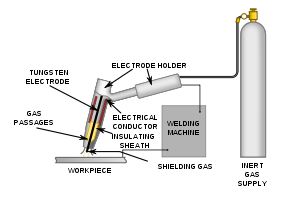
GTAW welding torches are designed for either automatic or manual operation and are equipped with cooling systems using air or water.
[23] The internal metal parts of a torch are made of hard alloys of copper or brass so it can transmit current and heat effectively.
The nozzle must be heat resistant and thus is normally made of alumina or a ceramic material, but fused quartz, a high purity glass, offers greater visibility.
[25] The negatively charged electrode generates heat by emitting electrons, which travel across the arc, causing thermal ionization of the shielding gas and increasing the temperature of the base material.
The ionized shielding gas flows toward the electrode, not the base material, and this can allow oxides to build on the surface of the weld.
[25] Direct current with a positively charged electrode (DCEP) is less common, and is used primarily for shallow welds since less heat is generated in the base material.
This causes the electron flow to switch directions constantly, preventing the tungsten electrode from overheating while maintaining the heat in the base material.
Another shielding gas mixture, argon-hydrogen, is used in the mechanized welding of light gauge stainless steel, but because hydrogen can cause porosity, its uses are limited.
Before welding, the work area should be cleaned and may be preheated to 175 to 200 °C (347 to 392 °F) for aluminum or to a maximum of 150 °C (302 °F) for thick magnesium workpieces to improve penetration and increase travel speed.
Direct current with a positively charged electrode (DCEP) is used primarily for shallow welds, especially those with a joint thickness of less than 1.6 mm (0.063 in).
The filler metal should be added quickly, and a large weld pool should be avoided to prevent dilution of the base materials.
Pulsed-current GTAW has a number of advantages, including lower heat input and consequently a reduction in distortion and warpage in thin workpieces.