Tailored fiber placement
[1] At the beginning handmade stitched reinforcement structures (preforms) were manufactured initialized by an industry inquiry about stress adapted fiber-reinforced plastic (FRP) parts with a curvilinear pattern.
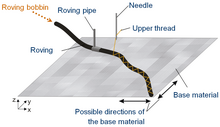
The roving pipe and the frame, where the base material is fixed onto, move synchronized stepwise to perform a zigzag stitch relative to needle position.
Afterwards necessary information of the stitch positions are added to the pattern with the help of so-called punch software and finally transferred to the TFP machine.
In traditional laminate design, these holes can serve as areas of crack propagation due to the orthogonal nature of the woven fabric used.
Tailored fiber placement can be used to selectively reinforce around these holes with curvilinear patterns reducing the effective initial crack propagation locations.
This can allow for a thinner material at the hole’s location, and even potentially the removal of metal reinforcing washers.
In combination with well-designed molding and fixtures, carbon fiber preforms can create localized thickness in highly complicated and varied geometries.
This means that localized areas of height can be created with tailored fiber placement that significantly can help to better resist bending at that location.
This thickness can be uniform over the entire surface of the preform part or can be selectively placed in key structural areas for additional material conscience mechanical support.
Optimization five: Comingled fibrous materials One of the drawbacks of traditional composite laminate manufacturing can be the long cycle times required to properly cure a thermoset resin.
Traditional thermoset composite materials using resin transfer molding can require between 30 minutes to 40 hours to properly set and cure a single piece.
As the preform is heated, the liquid matrix is distributed directly into the carbon fiber allowing proper wetting.
Additionally, tailored fiber placement can allow the same machine to produce one prototype design at a time to investigate a process and troubleshoot it without wasting excess material, to creating a full production run simultaneously.
In terms of applications this technology embedded in solid composite molds is very beneficial for resin consolidation and binder activation in out-of-autoclave processes.
The lower thermal mass of composite tools compared to common metal molds help to shorten the manufacturing cycle of FRP parts and decrease the energy need for the production process.
Further the TFP heating elements can be applied in CFRP wing structures of airplanes or blades of wind mills for anti- and de-icing tasks.
The TFP structure embedded in elastomeric heating bags can applied to manufacturing or repairing processes of composite parts.